La variété des techniques disponibles peut également être divisée en deux groupes: les méthodes de surface, qui sont utilisées pour identifier les défauts de surface et proches de la surface tels que les fissures et la porosité de surface, et les méthodes de sous-surface, qui peuvent être utilisées pour détecter les défauts qui se trouvent sous la surface du matériau. Inspection visuelle consiste à utiliser les yeux d’un inspecteur pour rechercher les défauts, tels que les rayures, la présence de débris, la corrosion ou l’oxydation. L’inspecteur peut également utiliser des outils spéciaux tels que des loupes, des miroirs ou des endoscopes pour accéder et inspecter de plus près le domaine. Dans les centrales nucléaires, un vaste programme d’inspection du combustible (comprenant par exemple des inspections visuelles, des mesures de la couche d’oxyde, des essais par courants de Foucault des barres de contrôle) est effectué sous l’eau et supervisé par l’organisme de réglementation. Ainsi, les tests visuels font généralement partie de l’examen post-irradiation. Les examens visuels sont également très courants dans l’industrie aéronautique, où plus de 80 % des inspections effectuées sur un avion sont des inspections visuelles, souvent utilisées comme méthode de dépistage initiale pour détecter les défauts grossiers et cibler les tests ultérieurs par d’autres méthodes. Le test par courants de Foucault est l’une des méthodes de test électromagnétiques CND les plus courantes. Il utilise des courants électriques induits pour détecter les défauts. Essentiellement, la technique utilise une bobine (sonde ECT) transportant un courant alternatif comme transducteur. Cela produit un champ magnétique alternatif parallèle à l’axe de la bobine qui induit à son tour des courants de Foucault à la surface de l’objet à tester. Ces courants de Foucault créent un champ magnétique opposé à celui produit par la bobine, modifiant ainsi l’impédance de la bobine. Les interruptions dans le flux des courants de Foucault, causées par des imperfections, des changements dimensionnels ou des changements dans les propriétés conductrices et de perméabilité du matériau, sont détectées. La plupart des tests par courants de Foucault sont basés sur la mesure de l’impédance de la bobine, bien qu’il soit possible de mesurer directement le champ magnétique. ECT a une très large gamme d’applications. Étant donné que l’ECT est de nature électrique, il est limité aux matériaux conducteurs. Il existe également des limites physiques à la génération de courants de Foucault et à la profondeur de pénétration (épaisseur de peau). En général, cette technique est utilisée pour inspecter des zones relativement petites et est donc mieux adaptée pour inspecter des zones où des dommages sont déjà suspectés, elle a néanmoins une variété d’applications : de la mesure de l’épaisseur du matériau à la détection des dommages de corrosion. Dans les centrales nucléaires, les méthodes par courants de Foucault constituent la meilleure méthode d’inspection en service pour les tubes des générateurs de vapeur. Les composants suivants sont nécessaires pour effectuer des tests par courants de Foucault: un testeur de courant de Foucault, un dispositif de positionnement à distance et un système de commande d’entraînement de sonde à courant de Foucault. Les inconvénients de cette technique sont qu’elle est sensible au décollage, c’est un test ponctuel, donc le balayage est nécessaire pour de grandes surfaces, et il est généralement limité aux défauts proches de la surface des matériaux conducteurs. LPI est utilisé pour détecter les défauts de surface de moulage, de forgeage et de soudage tels que les fissures capillaires, la porosité de surface, les fuites dans les nouveaux produits et les fissures de fatigue sur les composants en service. L’inspection par particules magnétiques est l’un des processus CND pour détecter les imperfections de surface et proches de la surface et les discontinuités des matériaux. Cette méthode est accomplie en induisant un champ magnétique dans un matériau ferromagnétique, puis en saupoudrant la surface avec de fines particules ferromagnétiques (sèches ou en suspension dans un liquide). Ceux-ci sont attirés vers une zone de fuite de flux et forment ce que l’on appelle une indication, qui est évaluée pour déterminer sa nature, sa cause et son action, le cas échéant. Bien que cette technique révèle l’emplacement des défauts, elle est souvent incapable de déterminer sa profondeur. La pièce peut être aimantée par aimantation directe ou indirecte. La magnétisation directe se produit lorsque le courant électrique traverse l’objet à tester et qu’un champ magnétique se forme dans le matériau. La magnétisation indirecte se produit lorsqu’aucun courant électrique ne traverse l’objet à tester, mais qu’un champ magnétique est appliqué à partir d’une source extérieure. Il présente l’inconvénient majeur de nécessiter de magnétiser (et souvent de démagnétiser) le composant.
Tests visuels et optiques
Essais par courants de Foucault
Test de ressuage liquide
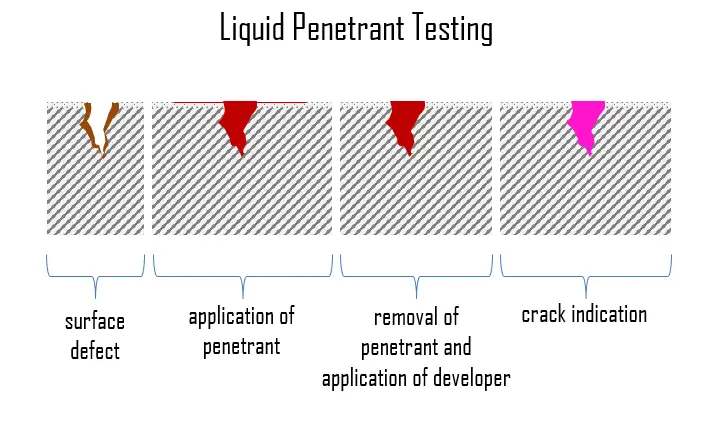 Inspection par ressuage liquide (LPI), également appelée inspection par ressuage (DP), est une méthode CND largement appliquée, qui est utilisée pour vérifier les défauts de rupture de surface dans tous les matériaux non poreux (métaux, plastiques ou céramiques). C’est probablement l’une des techniques de CND les plus utilisées. Les objets testés et pré-nettoyés sont recouverts d’une solution de colorant visible ou fluorescent. Après un temps donné, allant de 5 à 30 minutes selon le matériau inspecté, l’excès de pénétrant est retiré de la surface, et un révélateur sous forme liquide ou en poudre est appliqué. Le révélateur agit comme un buvard, extrayant le pénétrant piégé des imperfections ouvertes à la surface. Ce révélateur absorbe le pénétrant tiré des discontinuités et révèle un contraste de couleur vif entre le pénétrant et le révélateur (généralement rouge sur blanc). Avec les colorants fluorescents, la lumière ultraviolette est utilisée pour rendre le saignement brillamment fluorescent, permettant ainsi de voir facilement les imperfections.
Inspection par ressuage liquide (LPI), également appelée inspection par ressuage (DP), est une méthode CND largement appliquée, qui est utilisée pour vérifier les défauts de rupture de surface dans tous les matériaux non poreux (métaux, plastiques ou céramiques). C’est probablement l’une des techniques de CND les plus utilisées. Les objets testés et pré-nettoyés sont recouverts d’une solution de colorant visible ou fluorescent. Après un temps donné, allant de 5 à 30 minutes selon le matériau inspecté, l’excès de pénétrant est retiré de la surface, et un révélateur sous forme liquide ou en poudre est appliqué. Le révélateur agit comme un buvard, extrayant le pénétrant piégé des imperfections ouvertes à la surface. Ce révélateur absorbe le pénétrant tiré des discontinuités et révèle un contraste de couleur vif entre le pénétrant et le révélateur (généralement rouge sur blanc). Avec les colorants fluorescents, la lumière ultraviolette est utilisée pour rendre le saignement brillamment fluorescent, permettant ainsi de voir facilement les imperfections.Inspection par particules magnétiques
La science des matériaux: Voir ci-dessus :
NDT
Nous espérons que cet article, Surface NDT Methods , vous aidera. Si oui, donnez-nous un like dans la barre latérale. L’objectif principal de ce site Web est d’aider le public à apprendre des informations intéressantes et importantes sur les matériaux et leurs propriétés.